Le nostre soluzioni
Divisione mollifici
Mole senza centri
Mole per rettifiche

Mole diamantate
MOLE ELETTRODEPOSTE
Con questo metodo di Molatura si effettua la rettifica periferica esterna di un pezzo in rotazione, rettificato con transazione assiale oppure a tuffo. Il pezzo viene trascinato in rotazione da una mola conduttrice (la cui velocità è inferiore alla mola operatrice) e risiede su una guida situata fra le mole. Solitamente la velocità della Mola Operatrice varia da 30 a 50 m/s a seconda delle esigenze di lavorazione e tipologia di macchina.
Il tipo di molatura cambia a seconda del modo nel quale il pezzo da rettificare viene trascinato, quindi è possibile rettificare nei seguenti modi:
- Rettifica In Passata;
- Rettifica a Tuffo.
Disponiamo di mole per queste lavorazioni sino al diametro 660, con spessore massimo 820.









MOLE SENZA CENTRI
Con questo metodo di Molatura si effettua la rettifica periferica esterna di un pezzo in rotazione, rettificato con transazione assiale oppure a tuffo. Il pezzo viene trascinato in rotazione da una mola conduttrice (la cui velocità è inferiore alla mola operatrice) e risiede su una guida situata fra le mole. Solitamente la velocità della Mola Operatrice varia da 30 a 50 m/s a seconda delle esigenze di lavorazione e tipologia di macchina.
Il tipo di molatura cambia a seconda del modo nel quale il pezzo da rettificare viene trascinato, quindi è possibile rettificare nei seguenti modi:
- Rettifica In Passata;
- Rettifica a Tuffo.
Disponiamo di mole per queste lavorazioni sino al diametro 660, con spessore massimo 820.
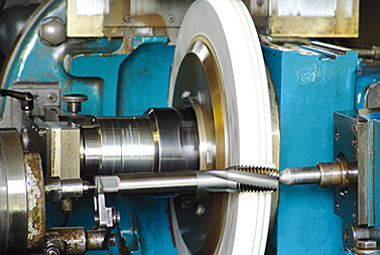
MOLE PER RETTIFICHE IN TONDO ESTERNO
Il metodo di Molatura sulle rettifiche in tondo esterno varia a seconda delle esigenze di lavorazione, serraggio, tipologia di macchina e pezzo da lavorare: Rettifica in passata, Rettifica a tuffo o la variante del Multituffo con oscillazione finale per finitura.
Disponiamo di mole per queste lavorazioni sino al diametro 1260, per la corretta selezione della specifica gli elementi da considerare sono: il materiale da lavorare, il tipo di lavorazione da eseguire, la diamantatura, i tempi ciclo, il grado di finitura richiesta del pezzo e la quantità di sovrametallo da asportare.





MOLE PER RETTIFICHE IN PIANO
La rettifica in Piano o tangenziale si esegue per tutte le operazioni di rettifica delle superfici piane, continue o a taglio interrotto, con rettificatrici di precisione ad albero orizzontale o verticale, con tavola trasversale o rotante.
La Velocità di rettifica varia dai 25 ai 63 m/s. Il metodo di Molatura sulle rettifiche in piano varia a seconda delle esigenze di lavorazione, serraggio, tipologia di macchina e pezzo da lavorare: Rettifica con Tavola Trasversale, Rettifica Con Tavola Rotante, Rettifica in Creep feed.
Queste tipologie di lavorazioni richiedono forti asportazioni e buona resistenza al calore viste le quantità notevoli di materiale che bisogna asportare; per tanto riteniamo importante che le mole utilizzate siano in superabrasivo sinterizzato (Cubitron) o in Superabrasivi Speciali come il Monocristallo o il Corindone Rubino, i quali vengono agglomerati con leganti speciali autoravvivanti ad alta resistenza che garantiscono un ottimo taglio e una riduzione notevole del numero di ravvivature.
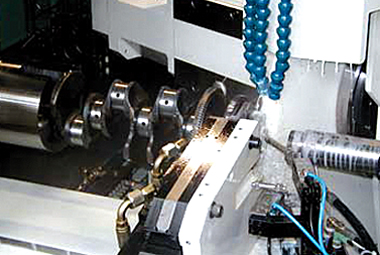
MOLE PROFILATE PER LAVORAZIONI CNC
L’utilizzo dei nostri migliori Corindoni microcristallini a base di ossido di alluminio (Al2O3) ha portato una rivoluzione nel settore della rettifica CNC ad alta prestazione.
Questi nuovi abrasivi, ottenuti per sinterizzazione di polveri microscopiche di Al2O3 estremamente puro (99,9%), hanno una capacità di taglio e resistenza innovativi con risultati sorprendenti in abbreviazione di cicli di lavoro, numero di ravvivature e, cosa importante, una maggiore tenuta del profilo garantita dai nostri nuovi leganti, studiati e perfezionati per queste particolari applicazioni.
Per la corretta selezione della specifica gli elementi da considerare sono: il materiale da lavorare, la diamantatura, i tempi ciclo, il grado di finitura richiesta del pezzo e la quantità di sovrametallo da asportare. Disponiamo di Mole per queste lavorazioni sino al diametro 1260, con profili e Forme Standard o a disegno.






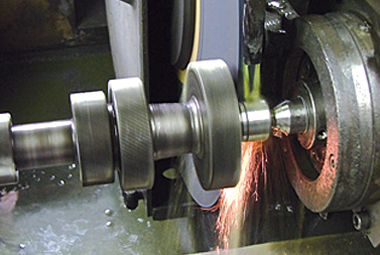
MOLE PER RETTIFICA INGRANAGGI E CREATORI
L’utilizzo dei nostri corindoni pregiati, con l’ausilio delle tecnologie che hanno portato allo sviluppo di leganti perfezionati esclusivamente nel miscelare mole adibite al settore della rettifica di ingranaggi e creatori, garantisce una vera e propria evoluzione nello sviluppo di una maggiore capacità di taglio freddo delle mole e di una continuità di mantenimento dei profili, offrendo garanzia di produttività e riduzione dei tempi di fermo macchina.
MOLE PER RETTIFICA MOLLE
Una Decennale esperienza nel settore dei Mollifici, unita ad un continuo progresso e sviluppo di nuove tecnologie, ci permette di offrire ai nostri clienti le migliori soluzioni nell’utilizzo e nella scelta dei nostri prodotti. Disponiamo di Mole Sino al Diametro 915, tutte accuratamente sviluppate con i nostri migliori Corindoni Microcristallini Sinterizzati (CUBITRON 3M 321) agglomerati con leganti di Ultima Generazione in Ceramica e Bachelite. L’utilizzo di queste tecnologie permette di ottenere in lavorazione una grande capacitá di Taglio Freddo, una notevole diminuzione del numero di Ravvivature e di conseguenza un ottimizzazione dei tempi ciclo e fermo macchina.








MOLE DIAMANTATE E CBN
Produciamo mole diamantate e CBN legante resina e legante ceramico fino al diametro 600. Vista l’importanza e le relative difficoltà nell’utilizzo e nella lavorazione con mole Diam e CBN, Noi mettiamo a disposizioni le Nostre esperienze e tecnologie al servizio dei clienti, consigliando le Nostre migliori soluzioni.
Scarica la tabella della velocità